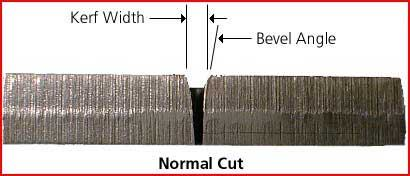
许多制造公司花了大量的时间和金钱用于返工因等离子切割导致的挂渣和尺寸不准问题。 许多切割品质是由于切割机的机械部分和电器部分因老化或维护不够造成的。其它的跟等 离子加工工艺有关。切割相同品质的产品,有很多的因素决定的,等离子操作员工如何开 始解决切割品质问题呢?这里,我们讨论在等离子切割过程中影响切割品质的几个关键的 工艺变量。很好的控制这些变量,操作员工可以最小,甚至可以消除在切割过程中产生的 尺寸问题。这就很好的节约了二次加工的成本问题,同时还有废料的浪费。 图片 1 是等离子在切割后的视图,同时也反映了影响切割品质的几个因素。影响工件尺寸 的最主要的两个因素是:割缝宽度和坡口角度。
割缝是等离子切割过程中产生的间隙,就是等离子弧移去金属的量。等离子弧是动态的, 它的尺寸和形状取决于电流,电压,气体流量和割枪移动的速度。只要等离子弧束的变化, 割缝就会变化。喷嘴尺寸也是直接影响尺寸宽度的一个因素。因为喷嘴孔口限制了等离子 弧的特别直径(喷嘴孔径取决于电流大小:孔径越大,电流越大,相应的功率也越大)。 一个很好的经验去判断割缝的宽度,就是用喷嘴孔径乘以 1.5 。如 200 安培,空气喷嘴的 孔径是 0.086”,那割缝宽度大约是 0.129” 。 CNC 控制等离子切割,有一个调整参数,叫做割缝补偿。操作员工或程序员输入一个割 缝补偿值,通常与割缝宽度相等(有些系统用割缝宽度)。CNC 自动计算需要补偿的量, 将割缝放在废料的一侧。为了得到适当的割缝补偿值,操作员经常需要试切割,或错误的 方式。他们第一次得到割缝补偿的一个初始值通过经验判断,或经过理论测量。他们需要 试切割,测量工件,调整割缝补偿值高或低,再进行切割,直到切割工件的尺寸正确。
... ...
联系我们,工程师会为您解锁阅读通篇文章。
